
















Natural latex is the “liquid milk” tapped from the rubber tree Hevea
Brasiliensis. Its main cultivation areas in Asia are responsible for more
then 90% of the world natural rubber production of 12.314 thousand
metric tons (2015) of which liquid latex has only a small share of about
10%. After gathering the liquid latex in the plantations it is concentrated
and preserved with some ammonia and TMTD/ZnO. This standardized
LA-latex (low-ammonia latex) is the basis for dipping products such as
condoms, balloons and gloves but also for latex foam goods such as
mattress cores and pillows.
In 1887, John Boyd DUNLOP (1840 –1921), born in Scotland,
developed the first practical pneumatic or inflatable tire for his son's
tricycle, tested it and patented it on December 7, 1888. Even two
years later his patent becomes officially invalid because the Scottish
inventor Robert William Thomson (1822 - 1873) had patented the
same idea already in GB, France (1846) and in the US (1847),
DUNLOP from now on was the eponym for this vulcanization process.
1929 E. A. Murphy established the first standardized method for foaming latex at DUNLOPILLO in Great
Britain.
This “DUNLOP process” for vulcanizing latex foam for mattresses and pillows did not change significantly
since these early days. Some chemicals has been replaced cause of small developments but the
fundamental chemical process, the cross-linking of rubber molecules with sulphur, is still the same.

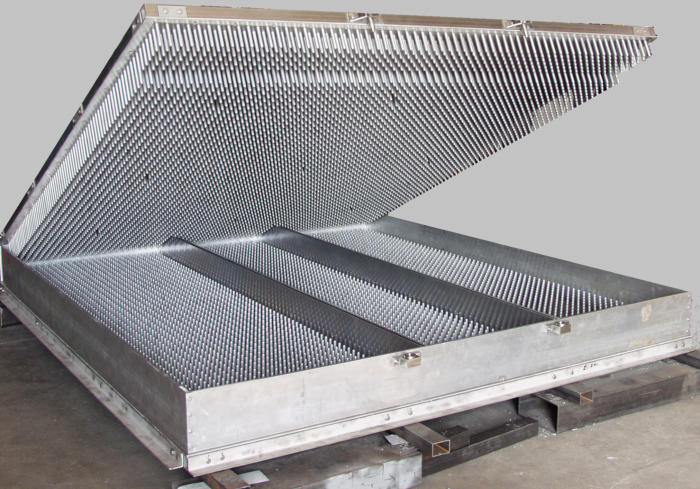
In short the latex compound is mixed up (foamed) with air, transferred into a metal mould (made of steel
and/or aluminium) with hundred of pins and heated (vulcanized) in a steam chamber or tunnel.
The distances between the pins and their numbers are defined by the fact of the slow heat transfer which is
an indirect one: The saturated steam in the vulcanizing chamber initially transfers the heat to the surface of
the mould and from there the energy is moving slowly inside the foam through the pins until the foam inside
is reaching the required vulcanizing temperature of about 100°C.
Looking deeper into the facts for a US Queen Size mattress with 60 in × 80 inch:
The dry volume of such a mattress (pins are not taken into consideration here) is about 460 litres. At an
average density of 130 grams per litre (wet foam) the weight of latex is ab. 60 kg only. The rest (400 litres) is
simply air which unfortunately is working as an insulator and poorly heatable. For such a mattress core a
vulcanization time up to one hour is not uncommon. The weight of such a metal mould could sum up to 1.200
kg! Thus more than one ton of metal is heated up to vulcanize just only 60 kg of wet latex foam and it is
obvious that such a production system needs a very heavy support structure. Also it is evidently that such a
system is inflexible and slow in regards in general handling like mould opening, closing and exchange. Now
you may want to know what‘s different in my process?
Please read more at TECHNOLOGY
History of latex foam
Natural latex is the “liquid milk” tapped from the rubber tree
Hevea Brasiliensis. Its main cultivation areas in Asia are
responsible for more then 90% of the world natural rubber
production of 12.314 thousand metric tons (2015) of which
liquid latex has only a small share of about 10%. After gathering
the liquid latex in the plantations it is concentrated and
preserved with some ammonia and TMTD/ZnO. This
standardized LA-latex (low-ammonia latex) is the basis for
dipping products such as condoms, balloons and gloves but
also for latex foam goods such as mattress cores and pillows.
In 1887, John Boyd DUNLOP (1840 –1921), born in Scotland,
developed the first practical pneumatic or inflatable tire for his
son's tricycle, tested it and patented it on December 7, 1888.
Even two years later his patent becomes officially invalid
because the Scottish inventor Robert William Thomson (1822 -
1873) had patented the same idea already in GB, France (1846)
and in the US (1847), DUNLOP from now on was the eponym for this vulcanization process.
1929 E. A. Murphy established the first standardized method for foaming latex at DUNLOPILLO in
Great Britain.
This “DUNLOP process” for vulcanizing latex foam for mattresses and pillows did not change
significantly since these early days. Some chemicals has been replaced cause of small
developments but the fundamental chemical process, the cross-linking of rubber molecules with
sulphur, is still the same.
In short the latex compound is mixed up (foamed) with air, transferred into a metal mould (made
of steel and/or aluminium) with hundred of pins and heated (vulcanized) in a steam chamber or
tunnel.
The distances between the pins and their numbers are defined by the fact of the slow heat
transfer which is an indirect one: The saturated steam in the vulcanizing chamber initially
transfers the heat to the surface of the mould and from there the energy is moving slowly inside
the foam through the pins until the foam inside is reaching the required vulcanizing temperature
of about 100°C.
Looking deeper into the facts for a US Queen Size mattress with 60 in × 80 inch:
The dry volume of such a mattress (pins are not taken into consideration here) is about 460 litres.
At an average density of 130 grams per litre (wet foam) the weight of latex is ab. 60 kg only. The
rest (400 litres) is simply air which unfortunately is working as an insulator and poorly heatable.
For such a mattress core a vulcanization time up to one hour is not uncommon. The weight of
such a metal mould could sum up to 1.200 kg! Thus more than one ton of metal is heated up to
vulcanize just only 60 kg of wet latex foam and it is obvious that such a production system needs a
very heavy support structure. Also it is evidently that such a system is inflexible and slow in
regards in general handling like mould opening, closing and exchange. Now you may want to
know what‘s different in my process?
Please read more at TECHNOLOGY
History of latex foam

















Natural latex is the “liquid milk” tapped from
the rubber tree Hevea Brasiliensis. Its main
cultivation areas in Asia are responsible for
more then 90% of the world natural rubber
production of 12.314 thousand metric tons
(2015) of which liquid latex has only a small
share of about 10%. After gathering the liquid
latex in the plantations it is concentrated and
preserved with some ammonia and
TMTD/ZnO. This standardized LA-latex (low-
ammonia latex) is the basis for dipping
products such as condoms, balloons and
gloves but also for latex foam goods such as
mattress cores and pillows.
In 1887, John Boyd DUNLOP (1840 –1921),
born in Scotland, developed the first practical
pneumatic or inflatable tire for his son's
tricycle, tested it and patented it on
December 7, 1888. Even two years later his
patent becomes officially invalid because the
Scottish inventor Robert William Thomson
(1822 - 1873) had patented the same idea
already in GB, France (1846) and in the US
(1847), DUNLOP from now on was the
eponym for this vulcanization process.
1929 E. A. Murphy established the first
standardized method for foaming latex at
DUNLOPILLO in Great Britain.
This “DUNLOP process” for vulcanizing latex
foam for mattresses and pillows did not
change significantly since these early days.
Some chemicals has been replaced cause of
small developments but the fundamental
chemical process, the cross-linking of rubber
molecules with sulphur, is still the same.
In short the latex compound is mixed up
(foamed) with air, transferred into a metal
mould (made of steel and/or aluminium) with
hundred of pins and heated (vulcanized) in a
steam chamber or tunnel.
The distances between the pins and their
numbers are defined by the fact of the slow
heat transfer which is an indirect one: The
saturated steam in the vulcanizing chamber
initially transfers the heat to the surface of the
mould and from there the energy is moving
slowly inside the foam through the pins until
the foam inside is reaching the required
vulcanizing temperature of about 100°C.
Looking deeper into the facts for a US Queen
Size mattress with 60 in × 80 inch:
The dry volume of such a mattress (pins are
not taken into consideration here) is about
460 litres. At an average density of 130
grams per litre (wet foam) the weight of latex
is ab. 60 kg only. The rest (400 litres) is
simply air which unfortunately is working as
an insulator and poorly heatable. For such a
mattress core a vulcanization time up to one
hour is not uncommon. The weight of such a
metal mould could sum up to 1.200 kg! Thus
more than one ton of metal is heated up to
vulcanize just only 60 kg of wet latex foam
and it is obvious that such a production
system needs a very heavy support
structure. Also it is evidently that such a
system is inflexible and slow in regards in
general handling like mould opening, closing
and exchange. Now you may want to know
what‘s different in my process?
Please read more at TECHNOLOGY
History of latex foam
















